








先端点制御をやってみた
はじめに
近年、制御機の進化と共に回転軸を含む同時4軸・5軸加工では先端点制御を利用したNCプログラムが増えてきています。
このページでは本当に先端点制御は有効なのか?を検証した結果を掲載しておりますので、参考程度にご覧いただければと思います。
先端点制御のおさらい
まずは先端点制御の基本について、再度確認してみます。
先端点制御を利用するメリットは、
1. 指令点間を直線的に動作させる制御
2. 実際の刃先位置を制御
3. 実際の送り速度を制御
先端点制御を使用しない場合の同時4軸加工では逆に、
1. 角度が大きく変化する場合に刃先が意図しない経路となることがある
2. 原点位置が変わるとNCプログラムを再出力しなければならない
3. 送り速度指令を一定にすると、回転軸を含んだ動作時と、含まない動作で刃先の速度が変わってしまう
制御機に先端点制御のオプションが無いなどで同時4軸・5軸加工を行う場合は、これらの注意が必要になります。
そこで、上記2の部分をNCプログラムで解決できないか、トライを行ってみました。
検証内容
原点位置が変わっても同じNCプログラムを使うために、
– B軸位置決め固定3軸加工の場合、原点が旋回中心に無い場合、マクロプログラムを利用して、
B軸旋回後の原点を計算し、別の座標系番号に書き込み、その座標系を使って加工することが多い
– 同時4軸加工を行う場合、先端点制御機能が無い場合は、CAMで同時4軸加工ツールパスを作成し、
POST実行を行うときにB軸旋回中心からの距離や、原点座標をPOSTに指定し、旋回後の座標で出力する。
※通常同時4軸プログラムでは、原点が変わった場合には、再度POST実行を行う必要がある
– 同時4軸加工で、角度割り出しのように角度変化後の座標をマクロプログラムをコールして計算すると
動作がスムーズではなくなるのではないか?(やったことはないので、実際は不明ですが、)
⇒ NCプログラム内でマクロ計算を行い制御できないか?
実機での検証
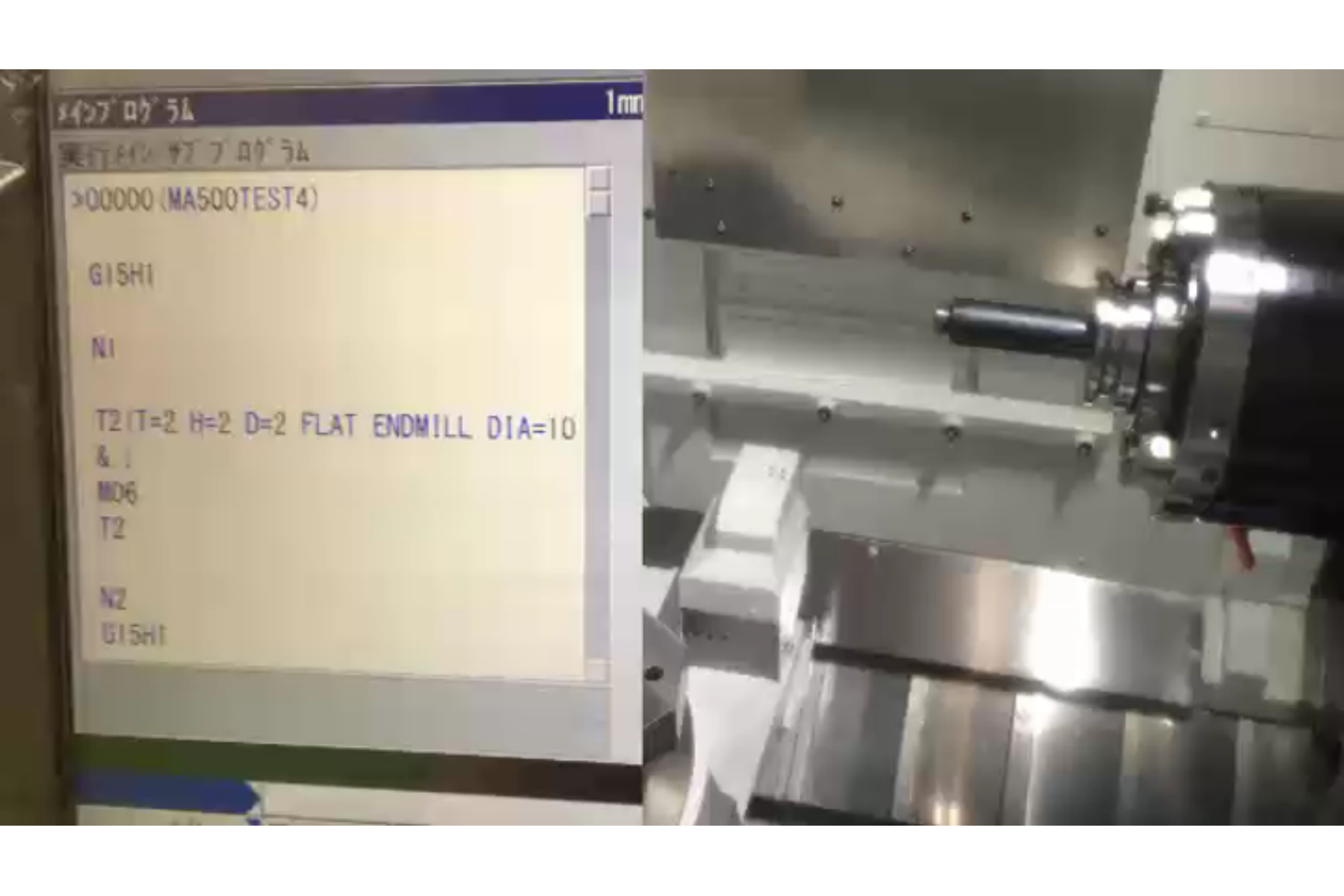
・工作機械:OKUMA MA-500 (制御機:OSP)
・加工内容:同時4軸(B軸)加工
– 1st トライ
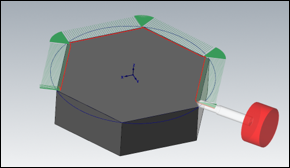
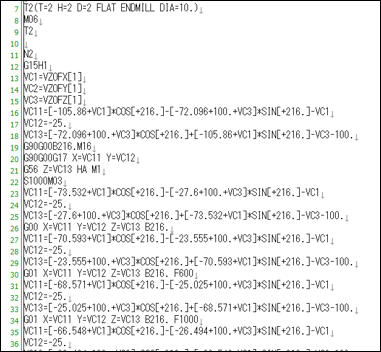
あらかじめ作成したマクロプログラムを使わず、
加工プログラム内で直接座標を計算するようPOSTをカスタマイズ
⇒ 1ブロックの文字数が170文字ぐらいになり、アラーム (1ブロックの最大文字数=158文字)
– 2nd トライ
効率の良い計算式に変更、文字数は制限内
検証結果
・ 原点が変わっても同じプログラムは使用可能
・ 送り速度までのトライは今回は実施していません (インバースタイム送りが使える可能性)
・ ブロック間動作は直線動作ではないので、データは細かくする必要あり
結果 >> 先端点制御の良さを再認識
同時4軸・5軸加工では先端点制御がある場合は先端点制御を使用することをお勧めします。
※ 今回はMastercamで作成したデータでPOSTをカスタマイズしてNC出力を行いました
この記事をシェアする



