








5軸加工機傾斜軸+/-の基本
1. はじめに
今回は5軸加工機における傾斜軸・回転軸の基本的な考え方として、傾斜軸の+/-について考えてみたいと思います。
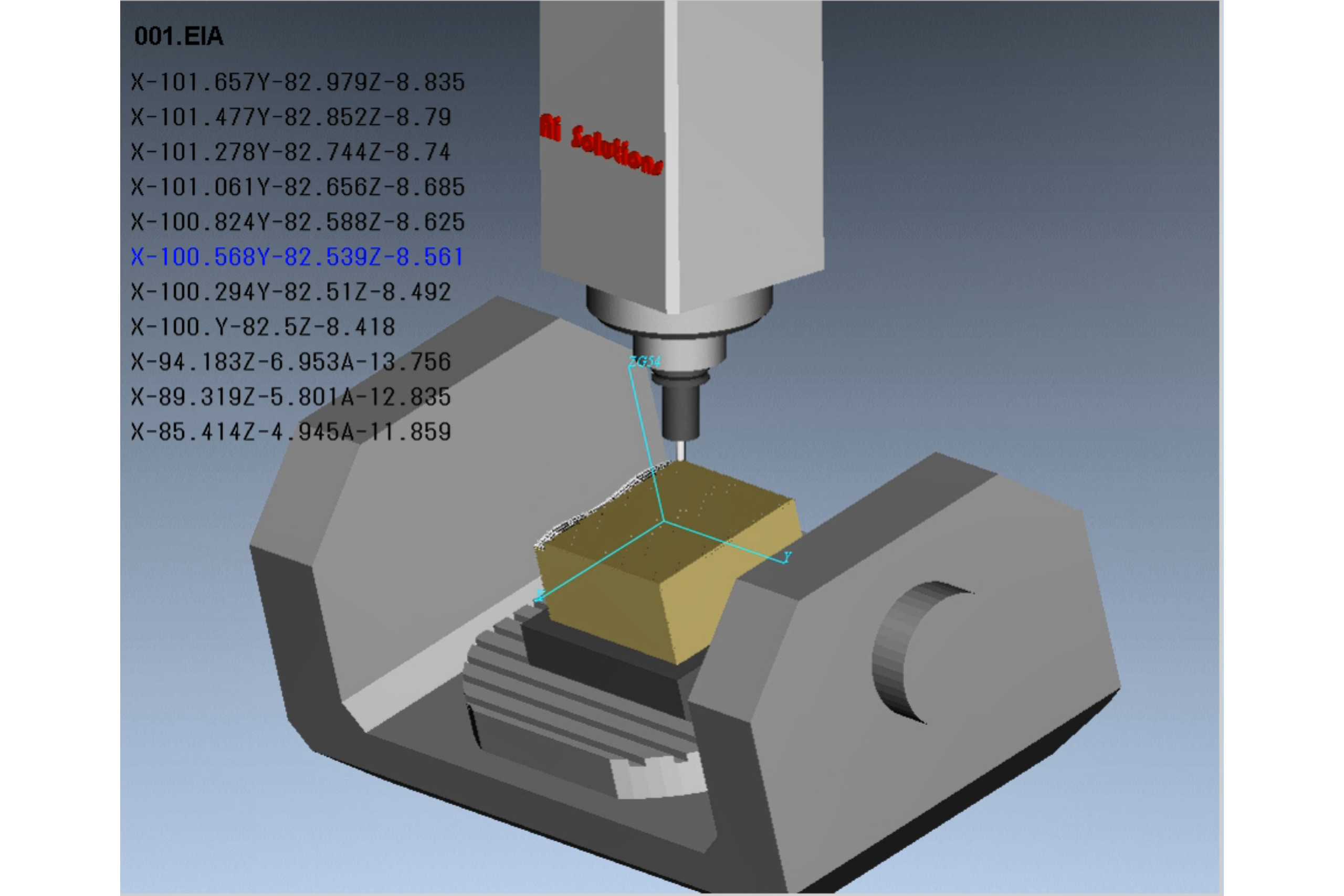
ここでは、下のような機械を例に、傾斜軸・回転軸の基本説明を行い、その動きについて考えていきます。
2. 傾斜軸・回転軸の基本
A軸・C軸を持つ5軸加工機で傾斜した面を加工する場合、2パターンのNCデータで同じ加工を行うことができます。
CAM POSTでは、この2つの解のどちらかを出力する場合、
ストロークの関係や、加工部位の視認性から、通常どちらか一方の解で出力されます。
3. +側 / -側 での動きの違い
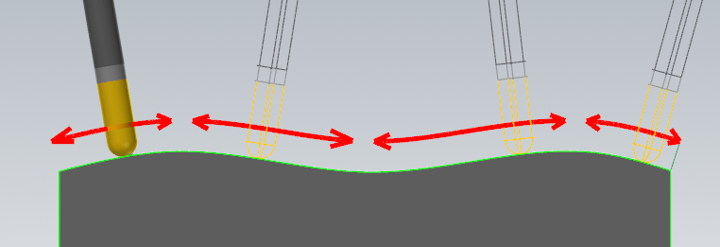
次は下記の形状を例に傾斜軸 +側 / -側 での動きの違いを確認してみます。
面直で加工を行った場合、工具の傾きは下記の矢印の範囲で、”右倒れ”、”左倒れ”が切り替わるようになります。
最初にご説明したように、CAM POSTで片方の解を使用してNCデータを出力した場合を見てみます。
機械は傾斜の傾き切り替わり時に、片側の傾斜にしようとするため、C軸を180°回転させて加工をすることになります。
結果として、1ピッチ分の加工でC軸の反転(180°回転)が3回生じることになります。
この反転は、A0(特異点)を通過するときに発生します。
次に傾斜軸の+/-を切り替える設定に変更し、NCデータを出力してみます。
C軸の反転は無くなり、A軸は+側、-側に切り替わるようになりました。
Aの+と-の切り替わりは、特異点(A0を通過する点)で切り替えることで、C軸の反転が生じなくなります。
4. 特異点(A0)を通過する点が1点の場合
例えば工具軸の設定をある点を基準に振り子のようにしてツールパスを作成した場合、A0を通過する点が1点しか存在しないため、A軸の+/-の切り替えを行える点がなくなるため、傾斜軸の+/-を切り替える設定でNCデータを出力したとしても、下記のような動きになります。
・A-でNC出力
・A+/-でNC出力
また、リード角度を30°つけた場合は、ジグザグでの加工は切り返し時に特異点を通過するため、
回転軸がその時点で反転します。
・A-でNC出力(リード角30°)
傾斜軸のリミットが+側、-側で違う場合には、片側でリミットオーバーになることもあります。
・A+/-でNC出力(リード角30°)
チルトをかけることで、特異点通過がなくなり、C軸が大きく反転することはなくなります。
・チルト30°
5. チルト角度を指定した動作
傾斜軸の話からずれてしまいますが、チルト角度を指定した動作についてもう少し考えていきたいと思います。
次の動画は、チルト角度10°、30°、70°の3パターンのツールパスを描画したものになります。
(ここでのチルト角度は、ツールパス進行方向に対して直角方向に面直から30°傾けるという定義です)
このチルト角度と機械のA軸・C軸の角度は一致しないので、チルト角度によってこのA軸・C軸の角度が大きく変わるところを見てみたいと思います。
(特にC軸の動作範囲の違いを比べてみてください)
・進行方向に対するサイドチルト角度10°
・進行方向に対するサイドチルト角度30°
・進行方向に対するサイドチルト角度70°
結果としてはチルト角度が大きい方が、回転軸の動作が少ないことがわかります。
つまり、工具軸が特異点(A0)の方向に近づくほど、少しの工具軸方向の変化に対するC軸の動作がが大きくなり、
特異点から離れる(チルト角が大きい)ほうがC軸の動作も小さくなります。
これらのことは、すべてのツールパスに適用される傾向ではございませんので、実際に加工データを作成する際は、経験による判断と機械動作シミュレーションを確認しながら、作成することをお勧めします。
(今回の形状の場合は、回転軸を固定して3軸加工を行うのが1番良いかもしれません)
この記事をシェアする



